Revolutionising functionalisation of textiles, BioFibreLoop project will develop and optimise biomimetic laser-based surface functionalisation for market entry. Have a look at “the biofibreloop” to learn more about the different aspects of our project.
Besides the development and upscaling of the processes, the preparation for market entry will be achieved by focusing on safety and sustainability assessment, strong engagement and collaboration with key stakeholders to foster the acceptance and adoption of our solutions. The validation of our business case and exploitation strategy ensure a quick market uptake.
The approach prioritises safety and sustainability through life cycle and techno-economic assessments, risk mitigation via SSbD (safe and sustainable by design) principles, and strategies to enhance recyclability, circularity, and resource efficiency. It is also planned to use sensors in the process and finalised products which can give valuable insights in product performance, environmental impact and user experience. If you are interested in our project and in our technologies, reach out to us!
Three bio-based materials from renewable sources will be used for generating the fabrics: lignin, cellulosic material and PLA (polylactic acid). A lignin coating will be applied on each of the three fabrics to enable the embossing functionalisation of cellulosic material and improve the embossing functionalisation of PLA and lignin as fabrics. For the adhesion between coating layer and fabric, non-hazardous additives might be used.
Lignin is a structurally complex biopolymer, mainly obtained as by-product during paper production. It is present in walls of plant cells and represents an important component of wood. It is the second most abundant organic material after cellulose. In BioFibreLoop, lignin will be used to produce brand-new lignin fabrics and textile coatings, as lignin can enhance intrinsic hydrophobic behaviour and provide UV protection.
Cellulose is a well-known biopolymer and represents the most abundant organic material. It is an important part of plant cell walls. Cellulose fibres are widely used in textile (cotton, linen) and paper industries, as well as in various other applications such as packaging and composites. Cellulose fibres contain a high tensile strength and water-absorbing capabilities, in addition they are biodegradable.
PLA (polylactic acid) is a synthetic and biodegradable biopolymer. It is mainly made from renewable sources such as plant starch. Having similar properties as the petrol-based materials, it is used for food packages, medical applications and 3D printing.
Industrial applications
Functional textiles created by the BioFibreLoop’s process will be used for the technical textiles sectors of work-, outdoor-, and activewear textile manufacturing. After market introduction, there might be also further applications in other technical textiles industries such as biomedical, automotive, construction, aerospace and geotextiles industries.
Recycling
Technical textiles are usually landfilled after their end of life. Avoiding hazardous chemicals as functionalisation agents facilitates recycling and paves the way for circularity. After end-of-life, functionalised textile polymers will be recycled using a dissolution-based physical recycling for cellulosic material and a thermomechanical process for PLA and lignin-based textile materials. The recycled fibres are also assessed in terms of biodegradability. Material-specific challenges will be targeted
Thermomechanical recycling of functionalised lignin-coated PLA-based technical textiles is known to be challenging due to the impurities caused by coating materials that propagate diminish in material properties. To retain the material properties, several non-hazardous additives will be tested.
Recycling of materials with a high lignin content is not yet available on pilot scale due to diminishing in properties caused by thermal and shear-assisted degradation. Process parameters as well as usage of non-hazardous additives will be optimised.
The dissolution-based recycling of cellulose has been limited to non-functionalised textiles as it requires a relatively pure cellulose content. The aim is to achieve functionalisation through addition of a laser-engraved lignin coating that can be separated from the cellulose fabric, leading to a pure cellulose fraction for recycling purposes.
After establishing and validating recycling methods on lab scale, recycling will be validated at pilot scale level, followed by an industrial adoption plan.
Biomimetic functionalisation
An innovative functionalisation method called biomimetic laser-based surface functionalisation will be developed, thereby replacing the often-used wet chemical treatment with perfluorinated organic compounds (PFAS- Per- and polyfluoroalkyl substances).
Mimicking features found at the micro- and nanoscale on the surface of plants and animals is an effective way to artificially functionalise surfaces of textiles as the reproduction of surface features creates similar surface attributes.
BioFibreLoop will mimic the following small-sized patterns found in nature:
ripples found on the surface of spider silk to induce antibacterial behaviour
pillars/spikes found on the surface of Rosa montana petals to induce hydrophobicity
hook-like spines found on the skin of filefish (N. septentrionalis) to induce oil repellence.
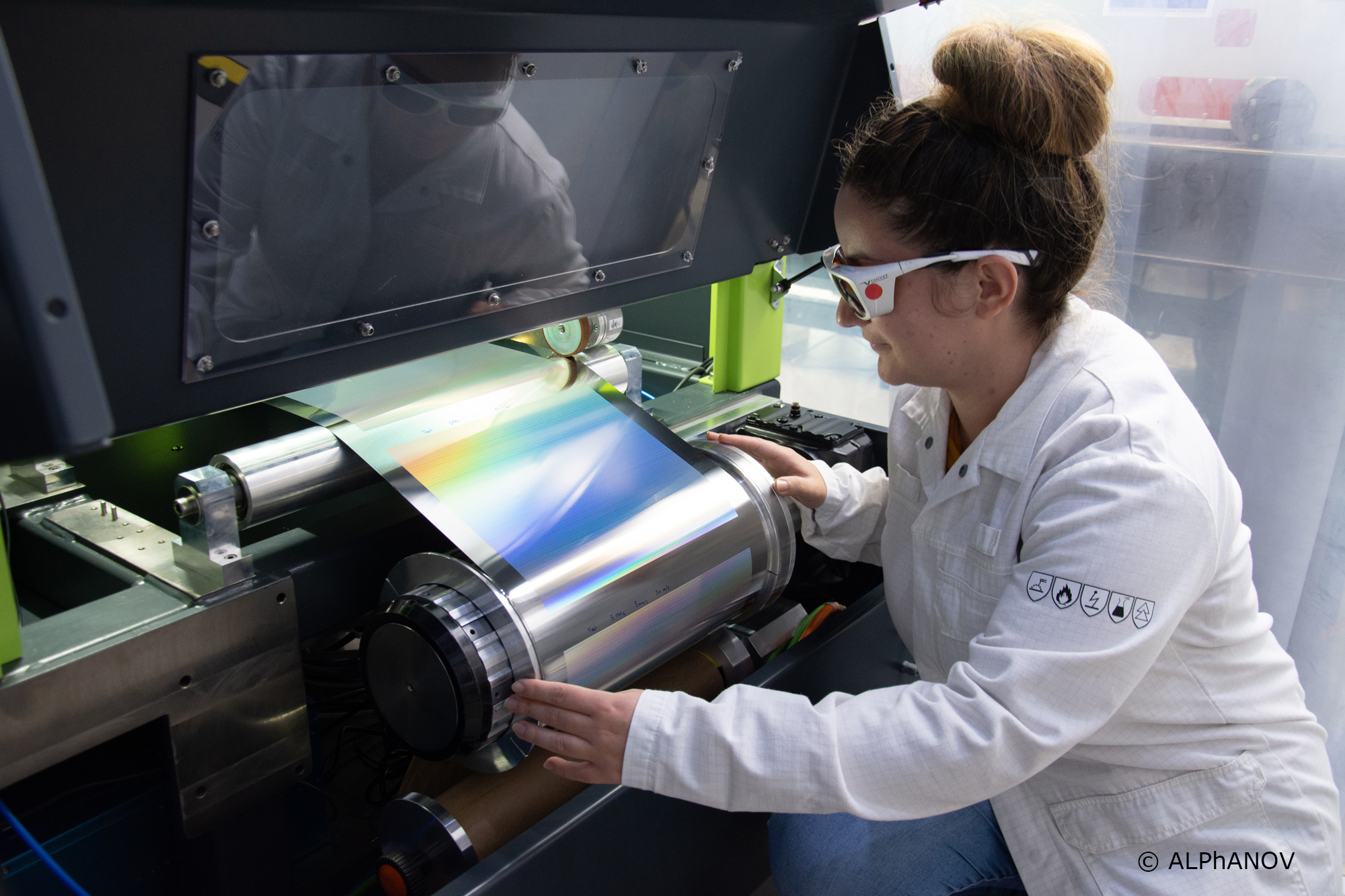
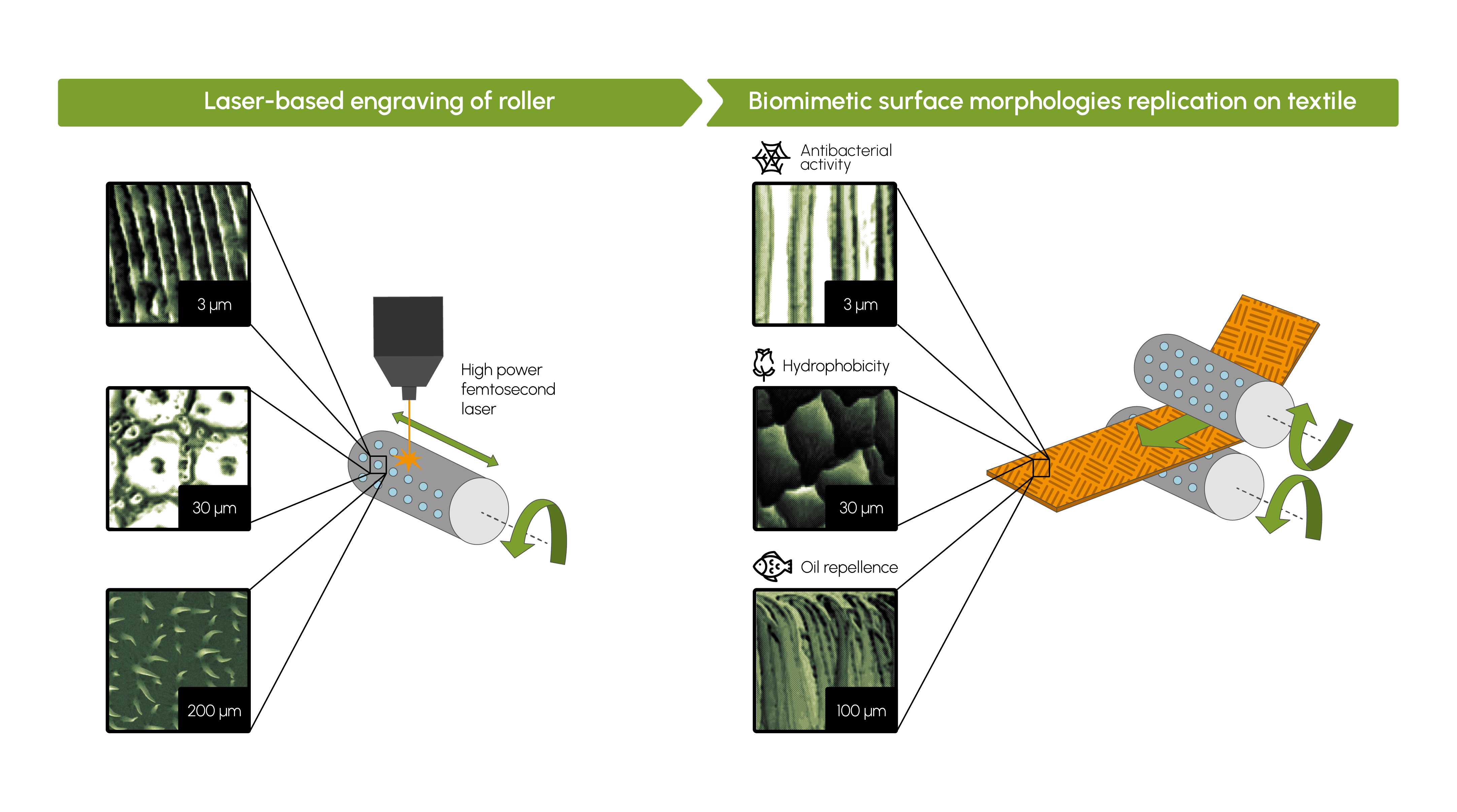
The described bio-inspired micro- and nanostructures will be created on the surface of heatable embossing plates/rollers made of titanium and stainless steel (Figure below left), then these biomimetic surfaces will be replicated on the textiles during textile embossing (Figure below right). Importantly, the use of a laser on metal facilitates the superposition of morphologies, with each of them inducing a different functional property, respectively. Thereby, multifunctional surfaces can be generated by applying several structures with different sizes (hierarchical texturing, nanostructures on top of microstructures).
In a first test phase, surface functionalisation of the 3 bio-based fabrics will be achieved by hot embossing using a Titanium Master Plate (TMPP). Subsequently, in a second phase, BioFibreLoop will upgrade the hot-embossing technique from a single plate set-up to a continuous roll-to-roll process. The produced surfaces will be evaluated on the indentation embossing rollers and the on functionalised textiles using contact angle measurements with water/alcohol and oil with different surface tension.
We use Analytics cookies to ensure that we give you the best experience on our website. By accepting we will assume that you are happy with it.
You can revoke your consent any time using the Revoke consent button.